MACHINE TYPES AND DATA ACQUISITION | KNOWLEDGE BASE
In this article you find a brief description of common machine-types used by manufacturers, a comparison between available solutions for shop-floor communication and a short ‘when to use what’ section. Conventional machines are not covered as the only way to communicate with them is to add a Programmable Logic Controller (PLC) and wire it with digital or analog in-/outputs.
Computer Numerical Controlled (CNC) and PC controlled machines are usually built as universal machines that are sold to a large number of customers and enable them to produce customer specific parts in various batch sizes. By equipping the machine with different tools and NC programs (which instruct the machine to perform specific actions) a wide range of parts can be produced.
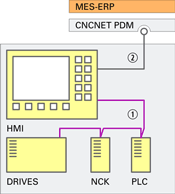
FIG 1: Simplified schematic view of PC/CNC controlled machine parts and interfaces
Typically the electrical part of these machines consists of Drives, a NC-Kernel (NCK), one or more Programmable Logic Controllers (PLC) and a Human-Machine-Interface (HMI) usually a PC. These components are connected with each other by an internal, manufacturer specific Communication Bus (1) which provides real-time communication.
Each of these components is responsible for specific tasks and, if required, exchanges information with other internal devices. For example the HMI may store NC Programs and displays information received from the PLC whereas the PLC performs real time actions, receives and maintains process and quality related data and controls the drives. If an NC Program is loaded the HMI informs the PLC about that and the PLC may report its own activities back to the HMI which can output the data.
As programming of daily changing customer specific parts is common for this machine type NC Programs are independent from the machine’s PLC program and can be quickly loaded from or stored to external devices via one of the machine’s communication interfaces.
Due to maintenance, warranty and security related reasons the manufacturers of these machines have a strong interest that internal machine components are neither modified in other ways than permitted nor connected to or accessed by external devices that may interfere with them. For allowed tasks like file transfer from a remote PC or diagnostic purposes the internal components of the machine can only be accessed by manufacturer specific communication protocols via the machine’s standard network interface (2).
PLC CONTROLLED MACHINES
PLC controlled machines are mainly used to perform similar, predefined tasks with a limited number of possible variants such as filling bottles or measuring distances..
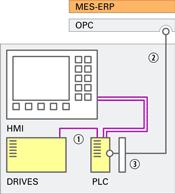
FIG 2: Simplified schematic view of PLC controlled machine parts and interfaces
The electrical part of these machines type typically consists of a Programmable Logic Controller (PLC), Drives and optionally a Human-Machine-Interface (HMI). In contrast to CNC/PC controlled machines here the PLC is the only ‘intelligent’ device which controls all other devices. The HMI is not a PC but just a simple I/O device (Terminal) that displays and allows direct modification of PLC data. To connect devices that require real time communication such as drives also an internal, manufacturer specific Communication Bus (1) is used. Each component of the machine directly communicates with the PLC, receives commands from and reports results of its activities or errors to it.
Programs that allow execution of a specific task are usually part of the PLC’s main program and have to be loaded together with it. This procedure usually resets the machine, hence external programming of daily changing customer specific parts is not common for this machine type. Most of these machines are also sold to a large number of customers but are built to perform particular tasks in a reliable manner for a long time.
Because these machines come with all possible program variants preloaded in the PLC, standard network interfaces (2) are not as common as on PC/CNC controlled machines. In case there’s only a serial RS232 communication interface additional hardware (3) is needed to be able to access the machine via a standard network.
Even manufacturers of such machines also have a strong interest that internal components of their devices are not modified or accessed in other ways than permitted there’s usually no need for special communication protocols as all required data is stored in the PLC which is protected.
COMMUNICATION TECHNIQUES
MANUFACTURER SPECIFIC SOLUTIONS
Some machine-manufacturers provide solutions that enable the customer to connect their machine with his existing IT infrastructure. In most cases these turnkey systems include application software that outputs a really high level of details about the connected devices from performance related data to process- and quality output. Usually these programs exchange data with the machines by using a complex communication protocol. As the machine-manufacturer knows his machine and the requirements of the user he is able to deliver a proven, reliable solution.
PROS
The machine-manufacturer is responsible for providing a working system
Usually the software comes together with the machine in some cases at no charge
Output of data is far more detailed than from other techniques
CONS
These solutions only work for machines of the respective manufacturer
Data is not delivered to and cannot be acquired from products of competitors
The effort to interface multiple manufacturer specific solutions with an existing MES or ERP solution is far higher than with more standardized technologies
OPC SERVERS
Because of the fact that a PLC is a standard part with disclosed, commercially available communication protocols it can easily be accessed, this is one of the core components of the OPC (Open Process Control) technique. Products that are based on OPC are able to read from and write to memory areas of a PLC. On the host computer side OPC solutions use a standardized language that defines objects, functions and methods. Incoming data from different PLC types appears in one homogenous format. Information that should be written to different PLC types can be input in one standardized language.
PROS
A large number of drivers for various PLC types is available
Readout and writing of data from/to PLC’s can be done with minimal effort
No compiler or advanced programming language knowledge is required
OPC based products are relatively inexpensive
CONS
OPC solutions are only able to access information that is stored in a PLC
Values from the PLC are not returned in a user friendly form. Usage of these values requires detailed knowledge about the meaning of each value
OPC solutions cannot communicate with devices that use manufacturer specific protocols and do not support the OPC standard
MTConnect
This standard follows the concept of using ‘Adapters’ and ‘Agents’ to enable the user to acquire data from machines from different manufacturers and use it with his existing IT solutions. The adapter is usually placed directly at the machine’s HMI (PC) and is responsible for translation of machine specific output into a standardized data format. The agent is installed on a networked PC and queries data from the adapter by using the standard HTTP protocol. The agent itself can also be accessed by other applications via the same protocol.
PROS
In case the machine manufacturer provides an adapter for his machine he is responsible for its correct functionality
MTConnect just uses the well-known HTTP protocol for communication between adapter and agent
MTConnect is open-source, users can create their own adapters and agents
There are no license costs
CONS
The machine has to be equipped with a PC with an Operating System that can be accessed via HTTP and allows to install an adapter
An Ethernet connection is mandatorily needed between adapter and agent
Installation of a third-party adapter on a machine may impact performance, functionality and warranty
MTConnect by definition only reads data from devices
CNCnetPDM
For communication with PC/CNC and PLC controlled machines CNCnetPDM utilizes communication libraries that are able to access the machine by means of device specific communication methods and protocols approved by the machine-manufacturer. For each machine type CNCnetPDM can be equipped with and use a specific library. The libraries offer function calls that, when executed, access, read and write data from and to the machine’s internal devices. CNCnetPDM induces the library to execute function calls to the machine in its specific ‘language’. It receives the returned values, logically combines them and translates the result into a homogenous, standardized data format regardless of the controller type.
PROS
No additional hardware or modification of the machine is required
Uses the communication method approved by the device vendor (manufacturer-specific protocols, OPC, IT standard protocols)
Converts device-specific output into homogenous, comparable data
Enables to write data to different machine types.
Does not influence performance, functionality or warranty of the equipment
CONS
A communication interface and protocol has to be available for remote devices
Customization of an interface module requires knowledge of the machine manufacturer’s function calls
Requires MS-Windows at the Server
Is not open source
CONCLUSION
Communication with shop floor production resources can be performed in multiple ways. Determination of the most appropriate method depends on various factors, here are some of them:
Solutions provided by the manufacturer of a machine should be used in case
Questions only relevant for a specific machine type or manufacturing task should be answered
Only machines from one manufacturer are used
Data shouldn’t be combined and compared with output of other machine types
OPC solutions should preferably be used if
Only machines that support the OPC Standard and have a communication port available to access the PLC are used
High speed communication for OPC enabled devices is required
Custom built production resources that are controlled by PLC’s where the customer is permitted to access and communicate with the PLC’s are used
MTConnect can be used if
An adapter is provided by the manufacturer of the machine together with the device
All devices with adapters have an Ethernet network connection and are accessible via HTTP protocol
All required data is defined in the MTConnect-Standard
There’s no need to control the equipment
CNCnetPDM is perfect for
Communication with a machine park with diverse older and newer types
A mix of machines that utilize different standards like OPC and manufacturer specific communication protocols
Machines where data has to be queried from sources that are connected to the machine’s internal communication network.
PC controlled machines that do not have a PLC
Privacy notice
This website uses cookies. By continuing to use it you agree to our privacy policy.