To report machine data to your applications you have to be able to acquire it from your devices. For machines equipped with Mitsubishi controllers connected to your company network you can use the utility program MitsubishiM70M80 to do so. The program uses the most recent version of Mitsubishi’s M700/70 - M800/80 API (Application Program Interface) functions to access the controller and query data.
To directly read/write data from/to machines with Mitsubishi controllers connected to CNCnetPDM with your applications you can use our free Open Source Client (C-Sharp)
To be able to verify the results it is recommended to use this utility on a laptop with a network connection at the shop-floor in front of the machine.
FIG 1: Mitsubishi M70 CNC Operator Panel
DOWNLOAD PROGRAM
LICENSING
If you have installed CNCnetPDM on your PC with a license other than a ‘free license’ and run this program from the folder where CNCnetPDM is installed you get unlimited output. Otherwise the program outputs 'Running Status' and 'Running Mode'. Please see licensing for details or contact us if you have any questions.
Note: If you like to run this program from a different location on your PC you can simply copy your CNCnetPDM.ini file to this directory.
SETUP
Extract all contents of mitsubishi.zip to a folder on your PC.
In this folder open file melcfg.ini with a text editor and scroll down to section [HOSTS] (1).
melcfg.ini comes with predefined entries for up to 54 machines, every line in section [HOSTS] contains Mitsubishi machine number (the number after TCP), IP Address and TCP Port of a single machine.
Replace the default IP Address 192.168.1.100 with the IP Address of your controller (2), note down the machine number (3) and save the file. If, for example, the IP Address of your first controller is 192.168.1.2 the line should look like TCP1=192.168.1.2,683
FIG 2: Adjust melcfg.ini file
USAGE
In Windows Explorer double click MitsubishiM70M80
In field ‘Mitsubishi Machine Number’ enter the number as defined in melcfg.ini.
Field 'Part System' allows you to query data from a specific part system. Initially leave at 1 to detect the number of available systems and check the output of 'Nr. Part Systems'.
Check ‘Basic Test Only’.
Click on button ‘Query’.
If you don’t get an error, repeat the test with ‘Basic Test Only’ unchecked.
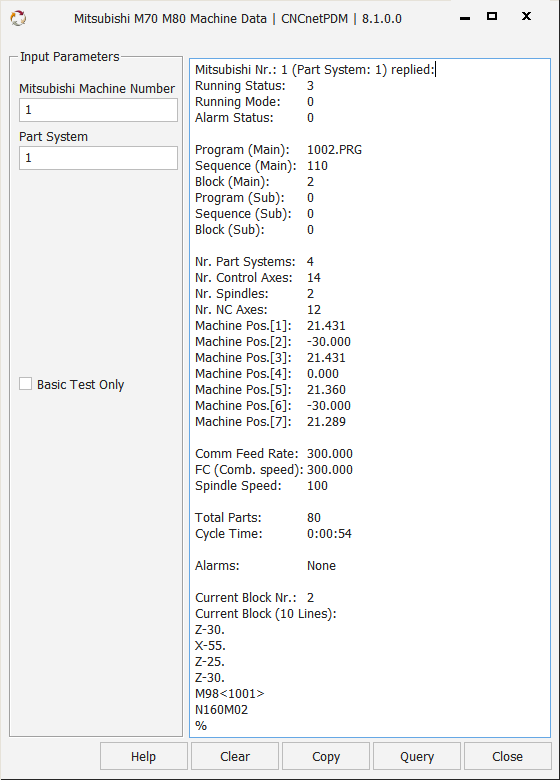
FIG 3: Output of MitsubishiM70M80.exe (full test, licensed version)
Automatic operation is based on programs stored in the memory
1
TAPE
Automatic operation is based on tape command (RS232C input) programs stored on NC tape
2
LINK
Automatic operation is based on programs stored on external device connected via CC-Link
3
MDI
Automatic operation is performed with the program set in the MDI screen
4
PC
Automatic operation is based on programs stored on a remote PC
5
MANUAL
This mode enables to move manually with arbitrary amount or arbitrary positioning position
6
JOG
The jog feed mode enables the axis to be moved by hand consecutively at the feed rate set by using the MANUAL FEED RATE switch
7
JOG + HANDLE
This is the jog and handle synchronous feed mode
8
RAPID +HANDLE
The rapid traverse feed mode enables the machine to be moved consecutively at rapid traverse feed rate manually
9
HANDLE
The handle feed mode enables the axis to be moved by turning the manual handle. The travel distance per graduation of the handle depends on how the HANDLE/INCREMENTAL MAGNIFICATION switch is set
10-11
STEP
The step feed mode enables the axis to be moved by hand at feed rate when the FEED AXIS SELECT switch is ON. The travel distance per graduation of the handle depends on how the HANDLE/INCREMENTAL MAGNIFICATION switch is set
12
ZERO RTN
This mode enables a controlled axis to be returned manually to the defined position unique to the machine (reference position)
13
DRT
Direct return mode
14
INIT SET
This mode enables this mode to manually push against the machine end stopper and carry out zero point return
15
NO MODE
The operation mode is not selected
FIG 6: Mitsubishi CNC 'Running Mode' description
CONTROLLERS
The program was tested and works with the following controllers in production environments:
Series M800 M80
Machining center & Lathe system
M850W
M830W
M850S
M830S
M80W
M80 TypeA
M80 TypeB
Series E80 C80
Machining center & Lathe system
E80 TypeA
E80 TypeB
C80 TypeA
C80 TypeB
Series M70
Machining center & Lathe system
FCA70P-2A
FCA70P-4A
FCA70P-2B
FCA70P-4B
Series M700
720M
730M
750M
720L
730L
750L
Series C6/C64 Series
C6L
C6T
C64M
C64L
C64T
Series C70
M system
L system
Series M70V
Machining Center & Lathe system
TypeB
TypeA
Series M700V
Machining Center & Lathe system
M720VS
M730VS
M750VS
M720VW
M730VW
M750VW
MITSUBISHI CNC PART SYSTEMS
In a multi-axis, multi-part-system complex control NC system each system can be seen as an independent workspace that can have it's own machining programs, common variables, tools and associated axes. As part systems (1 = $1, 2 = $3) can run simultaneously and independently from each other they produce their own set of machine and performance data such as part counts (Wk. 3,4), cycle times and errors.
FIG 7: Mitsubishi M730 CNC part systems
Privacy notice
This website uses cookies. By continuing to use it you agree to our privacy policy.